Von 20 bis 1.000 Tonnen – Wir bringen Metall in Bestform
Präzision unter Hochdruck
Ob Tiefziehen, Stanzen oder Biegen, die Presstechnik macht aus Blech präzise Bauteile. Mit mechanischen und hydraulischen Pressen werden Konturen erzeugt, Formen realisiert und Komponenten miteinander verbunden.
Die Verfahren gliedern sich in Umformen, Trennen und Fügen. Beim Umformen erhält das Material seine Geometrie, beim Trennen entstehen exakte Zuschnitte und Konturen, beim Fügen werden einzelne Teile dauerhaft verbunden.
Entscheidend ist dabei nicht nur die Presse, sondern vor allem das Werkzeug. Wir entwickeln und fertigen Lösungen für Prototypen und Kleinserien, abgestimmt auf Material, Geometrie und Stückzahl.
Konstruktive Zusammenarbeit von Anfang an:
Umformende Verfahren Trenndende Verfahren Fügende Verfahren
I. Umformende Verfahren Formgebung ohne Materialverlust
Dies ist die größte und verbreitetste Gruppe. Das Ziel ist es, die Form eines Werkstücks dauerhaft zu verändern. Man unterscheidet hier hauptsächlich zwischen der Bearbeitung von Blechen und massiven Körpern.
- Materialeffizienz: Im Gegensatz zu spanabhebenden Verfahren wird das Material nicht entfernt, sondern gezielt verformt, was zu einer hohen Ressourcenausnutzung führt im vergleich zu spanhebenden Verfahren.
- Verbesserte Bauteilfestigkeit: Durch die Kaltverformung bleibt der natürliche Faserverlauf des Metalls erhalten und wird verdichtet, was die mechanische Belastbarkeit und Stabilität der Bauteile erhöht.
- Wirtschaftlichkeit bei komplexen Formen und hoher Stückzahl: Umformtechnik ermöglicht die präzise und schnelle Herstellung komplexer Geometrien (wie tiefe Gehäuse oder komplexe Profile) in gleichbleibend hoher Qualität – ideal für die effiziente Serienfertigung.
A. Blechumformung
- Tiefziehen: Eines der wichtigsten Verfahren zur Herstellung von Hohlkörpern aus flachen Blechzuschnitten (Platinen). Ein Stempel drückt das Blech in eine Matrize. Ein Niederhalter verhindert dabei die Faltenbildung und reguliert den Materialfluss.
- Typische Produkte: Spülbecken, Karosserieteile (Türen, Kotflügel), Kochtöpfe.
- Biegen / Kanten / Abkanten: Dient der Herstellung von Winkeln und Biegungen in Blechteilen. Beim sogenannten Gesenkbiegen wird das Blech durch einen Stempel in eine V-förmige Matrize (in der Fachsprache auch das Gesenk genannt) gedrückt.
- Typische Produkte: Gehäuse für Elektrogeräte, Fahrzeugprofile, Schaltschränke.
- Prägen: Hier wird eine Struktur, ein Muster oder eine Kontur in die Oberfläche eines Blechs eingedrückt, wobei sich die Blechdicke gezielt verändert. Man unterscheidet zwischen dem Gesenkprägen (Material wird verdichtet, z.B. bei Münzen) und dem Reliefprägen (Muster wird auf beiden Seiten sichtbar).
- Typische Produkte: Münzen, Medaillen, Autokennzeichen, Zierleisten.
- Streckziehen: Das Blech wird über ein Formwerkzeug gespannt und gedehnt, bis es dessen Kontur annimmt. Dieses Verfahren wird für großflächige, flach gekrümmte Bauteile verwendet.
- Typische Produkte: Flugzeug-Außenhäute, große Karosserieteile wie Dächer oder Motorhauben.
B. Massivumformung
Hier werden massive, oft erhitzte Rohteile (Blöcke, Stangen) umgeformt.
- Schmieden (Gesenkschmieden): Der erhitzte Metallrohling wird in ein mehrteiliges Werkzeug (ein Gesenk) gelegt. Durch einen oder mehrere kräftige Schläge der Presse wird das Material gezwungen, die Form des Hohlraums im Gesenk vollständig auszufüllen. Dies führt zu einer sehr hohen Bauteilfestigkeit.
- Typische Produkte: Kurbelwellen, Pleuelstangen, Schraubenschlüssel, Achsschenkel.
- Fließpressen: Ein Materialblock wird mit einem Stempel durch eine formgebende Öffnung (Matrize) gepresst. So entstehen lange Bauteile mit konstantem Querschnitt. Das Verfahren kann kalt, halbwarm oder warm erfolgen.
- Typische Produkte: Aluminiumprofile für Fensterrahmen, Zahnstangen für Lenkungen, Hülsen.

II. Trennende Verfahren Formgebung durch Materialtrennung
In der industriellen Blechbearbeitung ist das mechanische Trennen der Schlüssel zu unschlagbaren Taktzeiten. Während der Umformung in der Presse sorgen integrierte Schneid- und Stanzoperationen dafür, dass Außenkonturen und präzise Lochbilder in nur wenigen Arbeitsschritten entstehen. Durch den Einsatz hochfester Stanzwerkzeuge erreicht die Industrie eine mechanische Trennung, die sich durch extreme Wiederholgenauigkeit und klare Schnittflächen auszeichnet.
Dieses Verfahren spielt seine Stärken besonders bei höheren Stückzahlen aus, da mit einem ausgelegten Werkzeug in kurzer Zeit konstante Qualität erreicht wird. Die Schnittkanten entstehen ohne thermische Beeinflussung des Materials und bieten eine saubere Basis für nachfolgende Umform oder Montageschritte.
Im Prototypenbau setzen wir ergänzend auf Laserschneiden. Da sich Konturen in frühen Entwicklungsphasen häufig ändern und Schnittwerkzeuge kostenintensiv sind, ermöglicht das Laserverfahren eine schnelle und wirtschaftliche Anpassung von Geometrien.
Ihr Vorteil durch unseren Service:
- Höchste Produktivität in der Serie: Durch die Integration von Stanz- und Schneidvorgängen direkt in den Pressenzyklus erreichen wir maximale Ausstoßraten bei minimalen Stückkosten.
- Gefügeschonende Materialtrennung: Da der Trennvorgang rein mechanisch erfolgt, entstehen keine Wärmeeinflusszonen – die Werkstoffeigenschaften bleiben über das gesamte Bauteil bis zur Kante konstant stabil.
- Integrierte Konturvielfalt: Moderne Folgeschneidwerkzeuge ermöglichen es uns, komplexe Innen- und Außenkonturen zeitgleich mit der Umformung zu realisieren, was zusätzliche Prozessschritte überflüssig macht.
A. Stanzen & Schneiden
Dies ist die Überkategorie für das Schneiden von vor allem Blechen mit einem Werkzeug, das aus Stempel und Matrize besteht. Man unterscheidet:
- Lochen: Das ausgestanzte Innenteil ist Abfall (Butzen), das Außenteil ist das gewünschte Werkstück.
- Ausschneiden: Das ausgestanzte Teil ist das gewünschte Werkstück.
- Typische Produkte: Unterlegscheiben, Platinen für die Weiterverarbeitung, Lochbleche.
Das Feinschneiden ist eine hochpräzise Variante des Stanzens. Durch den Einsatz von Ringzacken und Gegendruck werden extrem saubere, rissfreie und glatte Schnittflächen erzeugt, die oft keine Nachbearbeitung mehr benötigen.
- Typische Produkte: Zahnräder für Getriebe, Verriegelungsteile in Schlössern, Hebel für die Feinmechanik.

III. Fügende Verfahren Verbinden von Bauteilen
In der modernen Blechverarbeitung ist das Fügen innerhalb des Pressvorgangs ein Schlüssel zu maximaler Effizienz. Statt Bauteile in einem separaten Schritt aufwendig zu verschweißen, nutzen wir die gezielte Kraft unserer Pressen, um Werkstoffe mechanisch zu verbinden. Ob durch Clinchen, Durchsetzfügen oder das präzise Einpressen von Funktionselementen – wir schaffen unlösbare Verbindungen direkt im Umformprozess.
Dieser kalte Fügeprozess bietet den unschätzbaren Vorteil, dass keine thermischen Spannungen im Material entstehen. Die Gefügestruktur bleibt erhalten, Oberflächen werden geschont und die Maßhaltigkeit der Baugruppe ist durch die präzise Werkzeugführung in der Presse absolut garantiert. So entstehen hochbelastbare Verbindungen, die technologisch und wirtschaftlich überzeugen.
Ihr Vorteil durch unseren Service:
- Werkstoffneutrale Verbindungen: Mechanisches Fügen ermöglicht es uns, unterschiedlichste Materialien (z. B. Aluminium mit Stahl) sicher zu verbinden, die sich konventionell kaum verschweißen ließen.
- Verzugfreie Präzision: Da keine Hitze eingebracht wird, entstehen keinerlei thermische Spannungen oder Oberflächenbeschädigungen – Ihre Bauteile bleiben perfekt in Form.
- Integrierte Effizienz: Durch das Fügen direkt im Pressenhub entfallen zusätzliche Arbeitsschritte und Durchlaufzeiten, was die Wirtschaftlichkeit Ihrer Serienfertigung signifikant erhöht.
Folgende Varianten gibt es, um Bauteile mittels Presse zu verbinden:
-
Einpressen
Ein bewährtes Fügeverfahren, bei dem ein Bauteil mit definierter Kraft in ein anderes gepresst wird. Es entsteht eine hochbelastbare, reibschlüssige Verbindung (Presspassung), die ohne zusätzliche Hilfsmittel oder thermische Belastung maximale Stabilität und dauerhafte Zuverlässigkeit im Einsatz garantiert.
- Typische Anwendungen: Einpressen von Kugellagern in Gehäuse, Einpressen von Bolzen oder Buchsen.
-
Clinchen (Durchsetzfügen)
Ein modernes Kaltfügeverfahren, um Bleche ohne Zusatzwerkstoffe oder Hitzeeinwirkung dauerhaft zu verbinden. Ein Stempel drückt die Werkstoffe präzise in eine Matrize und erzeugt so eine knopfartige, form- und kraftschlüssige Verbindung, welche die Materialstruktur schont und höchste Prozesssicherheit bietet.
- Typische Anwendungen: Verbindungen im Karosseriebau, bei Weißer Ware (Waschmaschinen) und in der Klimatechnik.
Die perfekte Synergie unserer Fertigungsverfahren garantiert Ihnen technische Perfektion ohne Reibungsverluste: Wir bringen Ihre Visionen mit maximaler Kraft und mikrometergenauer Präzision in die finale Form.
Von seiner schönsten Seite
Unser Maschinenpark
Wir zeigen Ihnen eine Auswahl aus unserem Maschinenpark, denn wir lieben unsere Werkzeuge.

60 Tonnen | Oevermann
Druckkraft: 60 Tonnen Ziehkissenkraft: 20 Tonnen

100 Tonnen | Hans Schoen
Druckkraft: 100 Tonnen Ziehkissenkraft 40 Tonnen 100 Tonnen Hydraulikpresse von Hans Schoen für Stanz, Biege
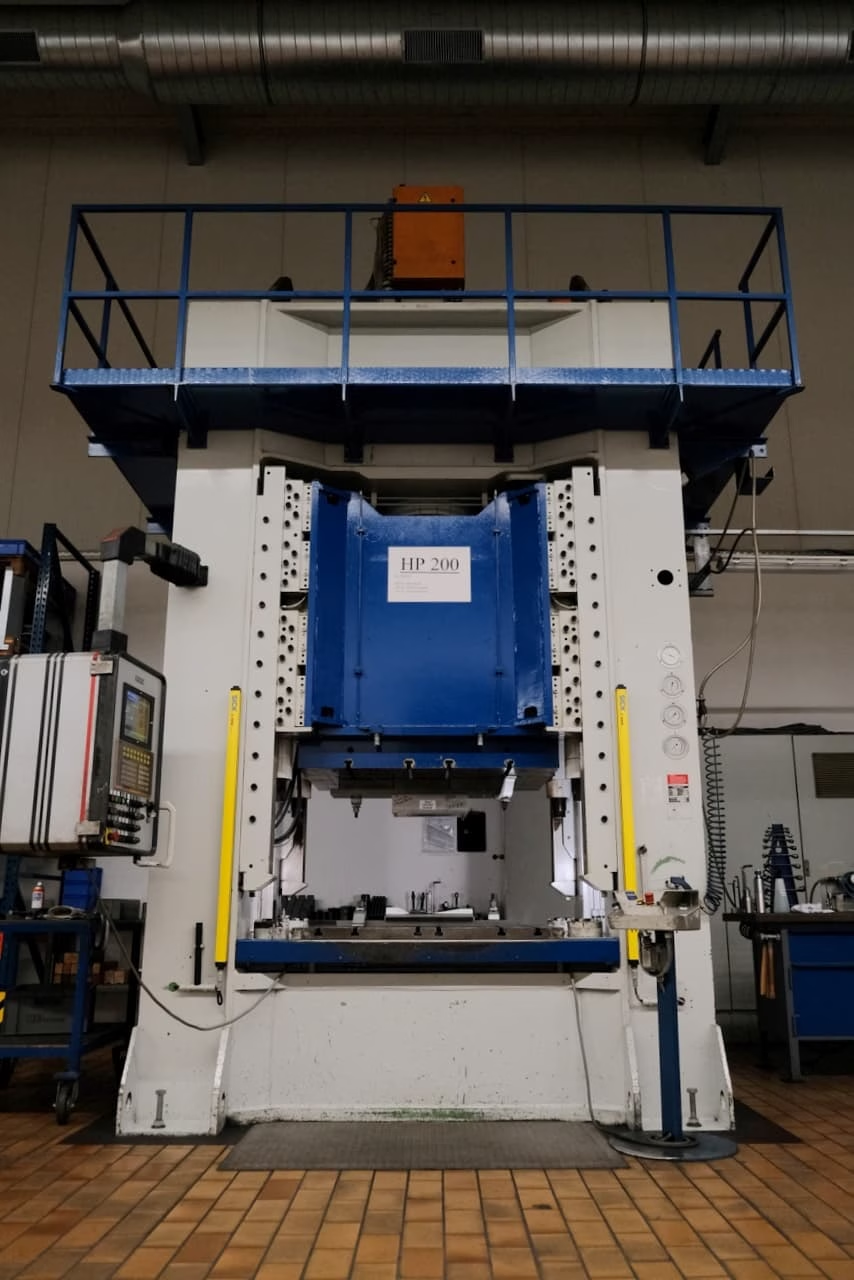
200 Tonnen | Hydrap
Druckkraft: 200 Tonnen, Ziehkissenkraft: 100 Tonnen, Auswerfkraft: 63 Tonnen

630 Tonnen | Müller Weingarten HP630
Hydraulikpresse von Müller Weingarten mit 630 Tonnen Presskraft und Ziehkissen für großflächige Umformbauteile mit hohem

1000 Tonnen | SMG HP1000
Presskraft: 1000 Tonnen Umformfläche: 5.000 x 2.200 mm Bandbreite: 1.700 mm